Kinematic Analysis:
- Cedric N Bernier
Kinematic Analysis:
Gear Designation | Number of Teeth |
|---|---|
Sun | 6 |
| Planetary | 19 |
| Ring | 48 |
Figure 6. Number of teeth for each gear in the planetary gear system. Sun gear corresponds both to the motor and carrier sun gears.
To begin analyzing the transmission of torque and angular velocity throughout the gear system, the teeth numbers were obtained during disassembly and recorded above in Figure 6. Equations for planetary gear systems taught in class were then used and manipulated to obtain the relevant data needed for kinematic analysis.
Equation 1) TRS/P-R=NSun/Planet / NRing
Equation 2) TRS/P-R=(ωSun/Planet -ωarm)/(ωRing -ωarm)
Equation 3) ωSun/Planet=( TRS/P-R-1+1) * ωarm
Combining equations 1 and 2 results in equation 3, which was used to derive the angular velocities throughout the gear system, given the maximum chuck no-load angular velocity of 150 rpm given by the tool specifications obtained online. To obtain the torque throughout the system, I recognized that the geometry of the gear system mandates that the velocities at the contact point of each gears is equal, and thus angular velocity is effectively modeled by the equations 1-3. However, power losses due to friction, vibration, and heat occur across each gear, which is modeled in the equation below.
Equation 4) Pin -Plosses=Pout
Equation 5) Plosses = (1-e)*Pin
Equation 6) Pi=Pout/e
Equation 7) Pi=Ti*ωi
Equation 8) Ti=To*ωo/(e*ωi)
I chose to model the losses due to power with an efficiency value, which was obtained to be 92% for standard planetary gear sets. It is possible that the lubrication used within the screwdriver interior merits the use of a higher efficiency value by reducing friction losses, however as this was not covered within the scope of this course, I chose to use the 92% value. As the known values of the system are the output values at the chuck, calculating power inputs can be calculated by dividing the output power by the efficiency percentage. Power, as shown in equation 7, can be shown as torque multiplied by angular velocity. As angular velocity does not experience efficiency losses, using equations 6 and 7, equation 8 can be derived to solve for the torques throughout the gear system given the obtained stall torque of 26 lb-in, or 2.9376 N-m.
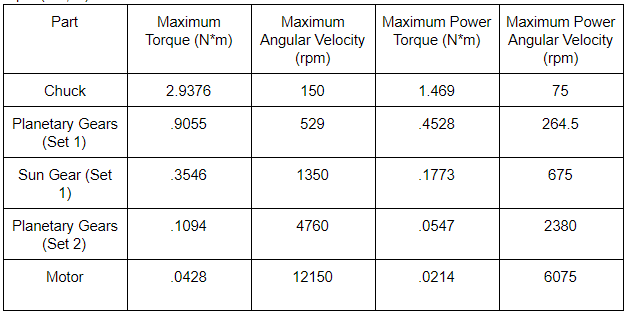
Figure 7. Obtained maximum torque, angular velocities, torque at maximum power output, angular velocity at maximum power output.
Using the Matlab code (shown in the Matlab Code section), the values shown in Figure 7 were obtained. It is noted that the maximum power output occurs under conditions of one half of the maximum torque and angular velocity. Reading Figure 7 in ascending order from the motor, one can see the torque increasing and the angular velocity decreasing in every step of the gear system, which is to be expected. The gear system is clearly fulfilling the electric hand screwdriver's desired function of translating high angular velocity input to high torque output.

Figure 8. Torque-speed curve for the chuck and motor components of the mechanism.
Figure 8 graphically shows the amplification of torque throughout the system. From the Matlab code, it can be seen that this amplification amounts to square of the inverse of the transmission ratio added to 1 (8+1), multiplied by the inefficiencies throughout the two gear sets (.92*.92). This results in torque amplification factor of roughly 68.6. As the angular velocity is not affected by gear inefficiencies, the angular velocity amplification can be found to be 1/81.

Figure 9. Power-speed curve for the motor and chuck components.
The power curve shown in Figure 9 shows the discrepancy of max power output between the input (motor) and the output (chuck). This is the result of the gear system's inefficiencies. A gear system operating near ran efficiency of 100% would have approximately the same output power. This was the designer's intention in lubricating the interior of the screwdriver, as a higher gear efficiency would allow them to use a weaker, smaller motor and decrease the size and cost of manufacturing the tool while still achieving the same desired output.
Welcome to the University Wiki Service! Please use your IID (yourEID@eid.utexas.edu) when prompted for your email address during login or click here to enter your EID. If you are experiencing any issues loading content on pages, please try these steps to clear your browser cache.